

👉🏻 Background
In a water purification system, efficient sludge transport is crucial to
maintaining optimal operations. The system employs five conveyor belts,
which are dynamically activated based on the sludge load. At any given
time, a minimum of one and a maximum of four belts may be in
operation. However, the dynamic nature of this system introduces
challenges. If one of the belts malfunctions or operates inefficiently, it can
lead to increased sludge accumulation, potentially disrupting the entire
purification process. To prevent this issue, a robust monitoring solution is
essential to ensure that all belts function properly, regardless of the load.
🕵 Challenge
Monitoring the operation of the conveyor belts is complicated by the
variability in the number of active belts. This dynamic operation makes it
difficult to determine when a belt is malfunctioning versus when it is
simply under a different load condition. The challenge lies in
distinguishing normal variations in performance from actual inefficiencies
or failures.
👷 Solution
To address this challenge, we implemented a comprehensive monitoring
system that includes several key components:
1.Number of Active Belts Tag: A tag was created to record the
number of active conveyor belts at any given time. This tag provides
the baseline for monitoring operations.
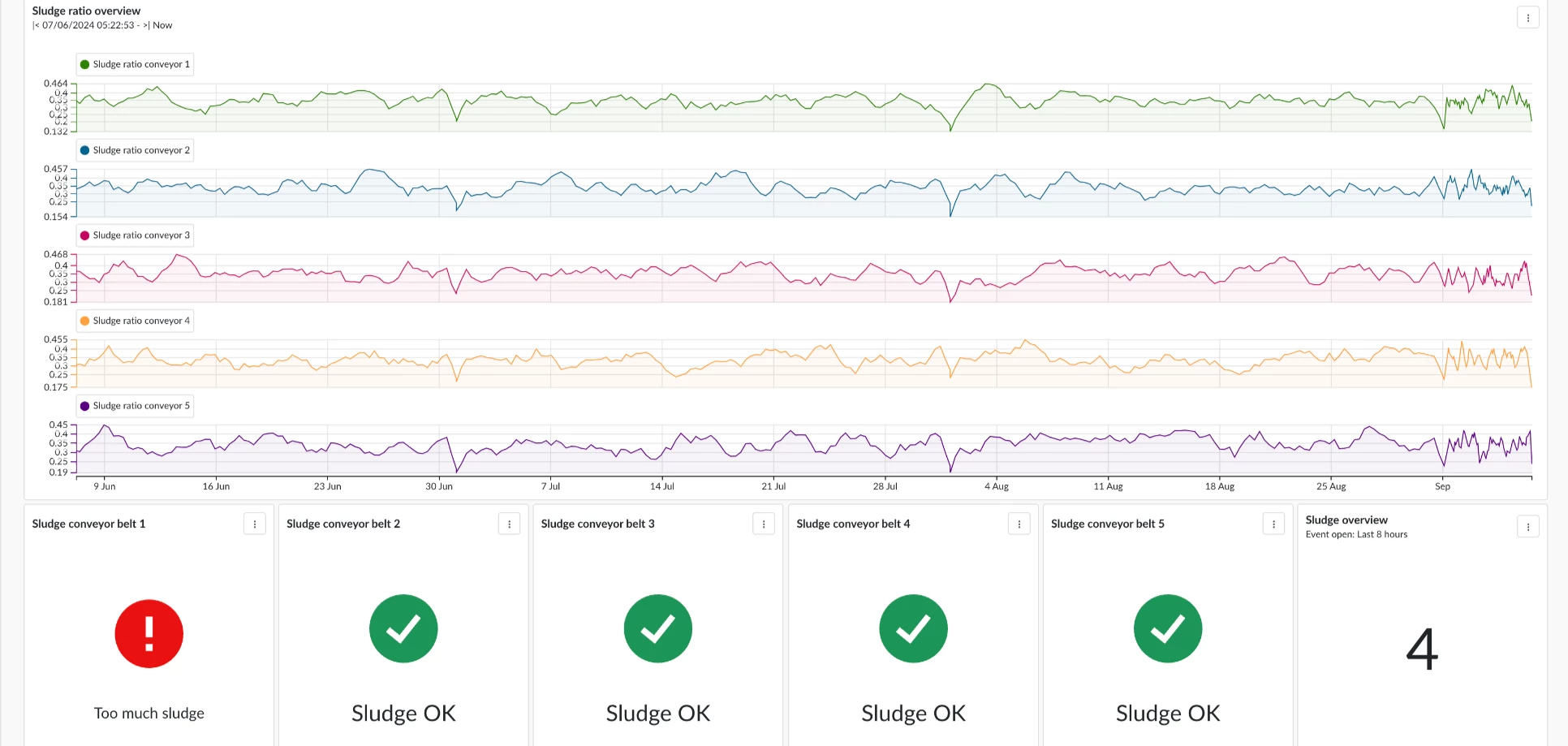
2.Slip Ratio Calculation: For each conveyor belt, a slip ratio was
calculated. This ratio is defined as the amount of sludge transported
by a specific belt divided by the total amount transported by all
belts. Individual tags were created to store the slip ratio for each
belt.
3.Aggregated Average Slip Ratio Tag: An aggregation tag was
implemented to calculate the hourly average of the slip ratios. This
tag provides an overall view of the system's performance, making it
easier to identify trends and anomalies.
4.Value-Based Search: Value-based searches were defined for each
configuration of active belts. For instance, if only three belts are
active, a threshold was set for the average slip ratio, ensuring that
the belts are operating within acceptable limits.
5.Monitoring Trigger: A monitor was activated to constantly
evaluate the value-based search criteria. If the average slip ratio
exceeds the defined threshold for the current number of active
belts, the monitor triggers an email alert, allowing for immediate
corrective action.
👍🏻 Results and Value
With this monitoring solution in place, the process engineer is now
equipped with real-time alerts that indicate when a conveyor belt
malfunctions, regardless of the number of other belts in operation. This
ensures continuous and efficient sludge transport, reduces the risk of
sludge accumulation, and enhances the overall reliability of the water
purification system.